产品别名 |
二手密炼机 |
面向地区 |
全国 |
密闭式炼胶机简称密炼机,又称捏炼机,主要用于橡胶的塑炼和混炼。密炼机是一种设有一对特定形状并相对回转的转子、在可调温度和压力的密闭状态下间隙性地对聚合物材料进行塑炼和混炼的机械,主要由密炼室、转子、转子密封装置、加料压料装置、卸料装置、传动装置及机座等部分组成。密炼机一般由密炼室、两个相对回转的转子、上顶栓、下顶栓、测温系统、加热和冷却系统、排气系统、安全装置、排料装置和记录装置组成。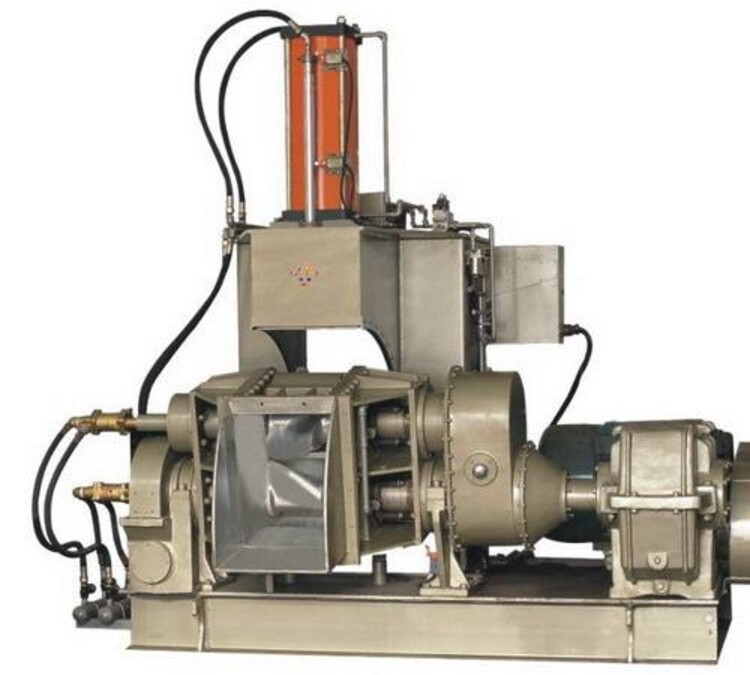
配合剂如此反复剪切破碎,胶料反复产生变形和恢复变形,转子凸棱的不断搅拌,使配合剂在胶料中分散均匀,并达到一定的分散度。由于密炼机混炼时胶料受到的剪切作用比开炼机大得多,炼胶温度高,使得密炼机炼胶的效率大大开炼机。转子的转速与速比;转子棱比与密炼室内壁缝隙;生产能力与填充系数;上顶栓对胶料的单位压力;功率。按照密炼机密炼室的容量和合适的填充系数(0.6~0.7),计算一次炼胶量和实际配方。
将开炼机辊距调到0.5mm,投入胶料薄通,打三角包,薄通5遍,将辊距调到2.4mm左右,投入胶料包辊,待表面光滑无气泡,下片,称量胶料的总质量,放在平整、洁净金属表面上冷却至室温,贴上标签注明胶料配方编号和混炼日期,停放待用。密炼机每批混炼工艺试验报表,应记录:开始混炼时温度、混炼时间、转子转速、上顶栓压力、排胶温度、功率消耗、混炼胶质量与原材料总质量的差值及密炼机类型。
装料容量即混炼容量,容量不足会降低对胶料的剪切作用和捏炼作用,甚至出现胶料打滑和转子空转现象,导致混炼效果不良。反之,容量过大,胶料翻转困难,使上顶拴位置不当,使一部分胶料在加料口颈处发生滞留,从而使胶料混合不均匀,混炼时间长,并容易导致设备超负荷,能耗大。因此,混炼容量应适当,通常取密闭室总有效容积的60%~70%为宜。填充系数K的选取与确定应根据生胶种类和配方特点,设备特征与磨损程度、上顶拴压力来确定。
NR及含胶率高的配方,K应适当加大;合成胶及含胶率低的配方,K应适当减小;磨损程度大的旧设备,K应加大;新设备要小些;啮合型转子密炼机的K应小于剪切型转子密炼机;上顶拴压力增大,K也应相应增大。另外逆混法的K尽可能大。密炼机混炼中,生胶、炭黑和液体软化剂的投加顺序与混炼时间特别重要,一般都是生胶先加,再加炭黑,混炼至炭黑在胶料中基本分散后再加入液体软化剂,这样有利于混炼,提高混炼效果,缩短混炼时间。液体软化剂过早加入或过晚加入,均对混炼不利,易造成分散不均匀,混炼时间延长,能耗增加。液体软化剂的加入时间可由分配系数K确定。
硫黄和超速促进剂通常在混炼的后期加入,或排料到压片机上加,减少焦烧危险。小药(固体软化剂、活化剂、促进剂、防老剂、防焦剂等)通常在生胶后,炭黑前加入。密炼机混炼时,胶料都受到上顶栓的一定压力作用。一般认为上顶栓压力在0.6-0.8MPa为宜。当转子转速恒定时,进一步提高压力效果也不大。当混炼容量不足时,上顶栓压力也不能充分发挥作用。提高上顶栓压力可以减少密闭室内的非填充空间,使其填充程度提高约10%。随着容量和转速的提高,上顶栓的压力使用增大。
转速增加一倍,混炼周期大约缩短30%~50%。提高转速会加速生热,导致胶料粘度降低,机械剪切效果降低,不利于分散。混炼温度高有利于生胶和胶料的塑性流动和变形,有利于橡胶对固体配合剂粒子表面的湿润和混合吃粉,但又使胶料的粘度下降,不利于配合剂粒子的破碎与分散混合。混炼温度过高还会加速橡胶的热氧老化,使硫化胶的物理机械性能下降,即出现过炼现象;还会使胶料发生焦烧现象,所以密炼机混炼过程中采取有效的冷却措施;但温度不能太低,否则会出现胶料压散现象。在同样条件下采用密炼机混炼胶料所需的混炼时间比开炼机短得多。混炼质量要求一定时,所需混炼时间随密炼机转速和上顶栓压力提高而缩短。加料顺序不当,混炼操作不合理都会延长混炼时间。
捏合机是由一对互相配合和旋转的叶片(通常呈Z形)所产生强烈剪切作用而使半干状态的或橡胶状粘稠塑料材料能使物料迅速反应从而获得均匀混合搅拌的设备。是各种高粘度的弹塑性物料的混炼、捏合、破碎、分散、重新聚合各种化工产品的理想设备,具有搅拌均匀、无死角、捏合的优点,广泛应用于高粘度密封胶、硅橡胶、中性酸性玻璃胶、口香糖、泡泡糖、纸浆、纤维素、亦用于电池、油墨、颜料、染料、医药、树脂、塑料、橡胶、化妆品等行业。
最近来访记录