产品别名 |
二手密炼机 |
面向地区 |
全国 |
转子的表面有螺旋状突棱,突棱的数目有二棱、四棱、六棱等,转子的断面几何形状有三角形、圆筒形或椭圆形三种,有切向式和啮合式两类。测温系统是由热电偶组成,主要用来测定混炼过程中密炼室内温度的变化;加热和冷却系统主要是为了控制转子和混炼室内腔壁表面的温度。密炼机工作时,两转子相对回转,将来自加料口的物料夹住带入辊缝受到转子的挤压和剪切,穿过辊缝后碰到下顶拴尖棱被分成两部分,分别沿前后室壁与转子之间缝隙再回到辊隙上方。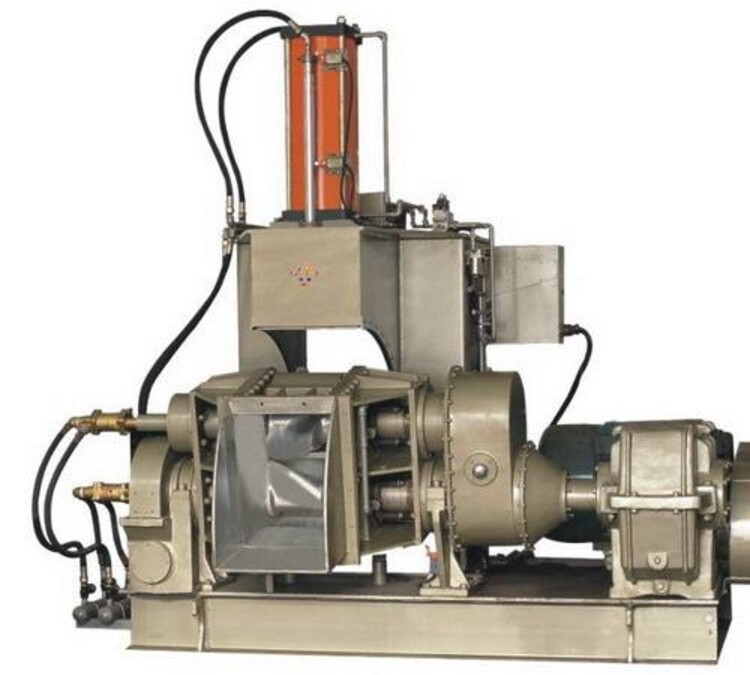
根据实际配方,准确称量配方中各种原材料的用量,将生胶、小料(ZnO、SA、促进剂、防老剂、固体软化剂等)、补强剂或填充剂、液体软化剂、硫黄分别放置,在置物架上按顺序排好;打开密炼机电源开关及加热开关,给密炼机预热,同时检查风压、水压、电压是否符合工艺要求,检查测温系统、计时装置、功率系统指示和记录是否正常;密炼机预热好后,稳定一段时间,准备炼胶。
NR及含胶率高的配方,K应适当加大;合成胶及含胶率低的配方,K应适当减小;磨损程度大的旧设备,K应加大;新设备要小些;啮合型转子密炼机的K应小于剪切型转子密炼机;上顶拴压力增大,K也应相应增大。另外逆混法的K尽可能大。密炼机混炼中,生胶、炭黑和液体软化剂的投加顺序与混炼时间特别重要,一般都是生胶先加,再加炭黑,混炼至炭黑在胶料中基本分散后再加入液体软化剂,这样有利于混炼,提高混炼效果,缩短混炼时间。液体软化剂过早加入或过晚加入,均对混炼不利,易造成分散不均匀,混炼时间延长,能耗增加。液体软化剂的加入时间可由分配系数K确定。
硫黄和超速促进剂通常在混炼的后期加入,或排料到压片机上加,减少焦烧危险。小药(固体软化剂、活化剂、促进剂、防老剂、防焦剂等)通常在生胶后,炭黑前加入。密炼机混炼时,胶料都受到上顶栓的一定压力作用。一般认为上顶栓压力在0.6-0.8MPa为宜。当转子转速恒定时,进一步提高压力效果也不大。当混炼容量不足时,上顶栓压力也不能充分发挥作用。提高上顶栓压力可以减少密闭室内的非填充空间,使其填充程度提高约10%。随着容量和转速的提高,上顶栓的压力使用增大。
密炼机冷却器的管板受介质及焊接应力影响,易出现渗漏串液及腐蚀现象,密炼机简称"混炼机",全称叫做“密闭式炼胶机”,是在开炼机的基础上发展起来的。1820年发明开炼机以后,使橡胶工业发生了根本的转变,但由于开炼机存在许多缺点,比如劳动强度大,效率低,粉尘大等,严重影响人的身体健康,于是人们开始考虑能否把这一加工设备用一个罩子把它罩起来,就逐步发展成密炼机。因为它在密炼室里面工作,所以称作密闭式。由于开炼机工作是敞开的,故叫做开放式炼胶机。一般介绍均认为密炼机是Banbury在1916年发明的,实际早是由西德的一名商业工程师(英国人)根据该公司的原型机台设计的,由于其发展较快,产量也大应用较广,故人们一直认为Banbury密炼机是早问世的。
总之,此种发展是在大大强化混炼过程,提高机台效能,减轻体力劳动和改善工作环境等。在这种剧烈的混炼过程中,当然会带来许多新问题,因此,对机械研究设计来说,从机台的捏炼系统、冷却系统、密封系统、加料及压料系统、卸料系统、传动系统、控制系统、主要零部件、材料到各种参数的技术决定以及理论,都需要相应的发展,以使机台性能优良,为生产过程提供可能的适应性和调节性。密炼机是在开炼机的基础上发展起来的一种高强度间隙性的混炼设备。因此,密炼机的出现是橡胶机械的一项重要成果,至今仍然是塑炼和混炼种的典型的重要设备,仍在不断的发展和完善。